











Tuotantoprosessi







Tarkastus
Varustimme täydet tarkastuslaitteet erilaisille lieriömäisille hammaspyörille, kuten kuusikulmio, Zeiss 0,9 mm, Kinberg CMM, Klingberg CMM, Klingberg P100/p65/p26 VAIHTEETMITTAUSKESKUS, Gleason 1500GMM, Saksan karkeusmittari Profiler, Projeer ,Pituuden mittauslaite jne. , Klingberg

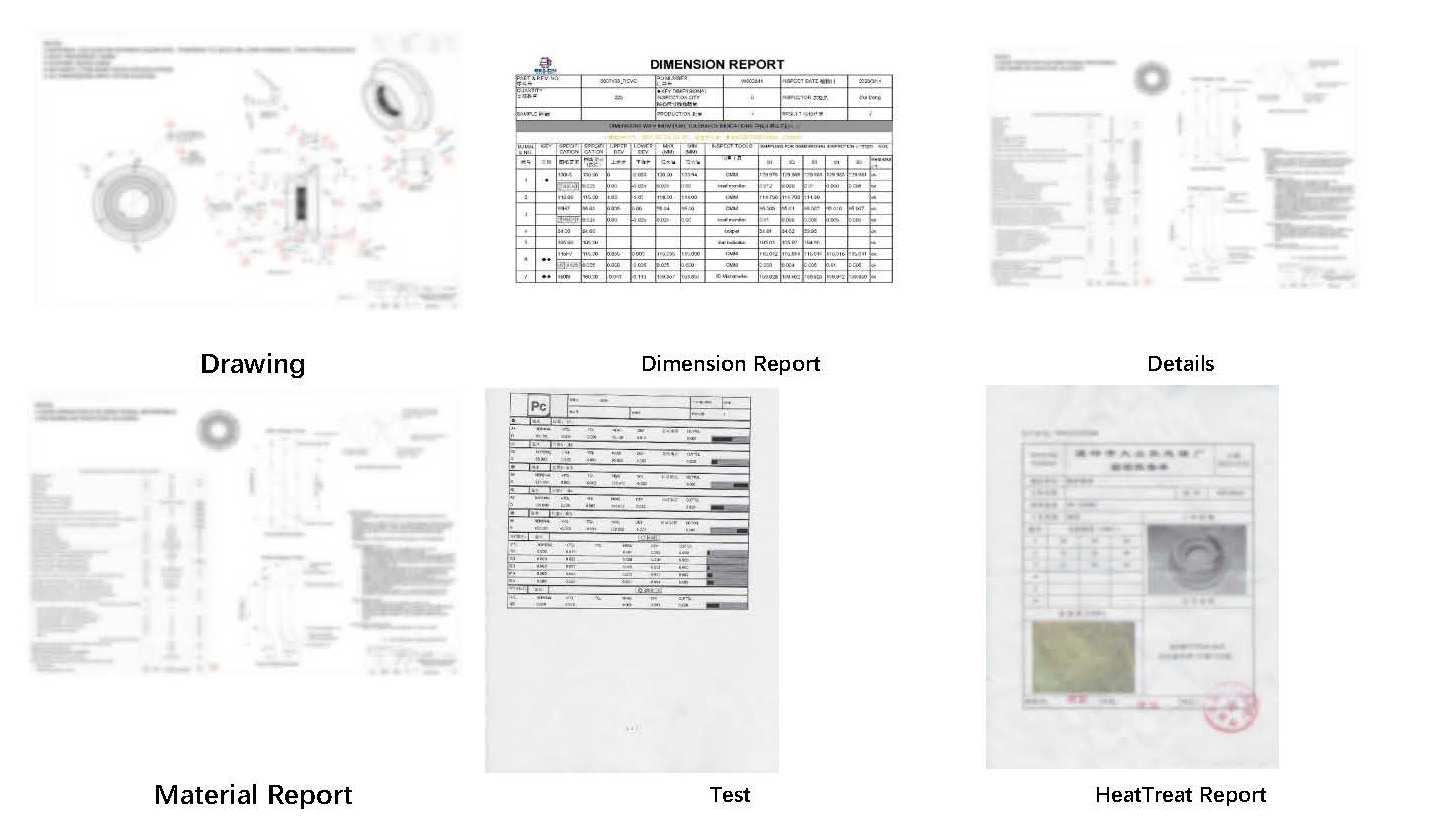
Raportit
Ennen jokaista toimitusta toimitamme alla nämä raportit asiakkaalle, jotta voimme tarkistaa tiedot varmistaaksemme, että kaikki ymmärretään selvästi ja on hyvä lähettää.
1) Kuplapiirustus
2)Dulottuvuusraportti
3)Hsyö herkkuraportti ennen lämpöhoitoa
4)Hsyö herkkuraportti lämpöhoidon jälkeen
5)Milmailuraportti
6)Atarkkuusraportti
7)Pictures ja kaikki testivideot, kuten runout, Cylindricity jne
8) Muut testausraportit asiakkaan vaatimusten mukaan, kuten vikojen havaitsemisraportti
Paketit




Meidän videoesitys
Samankaltaisia tuotteita
-

DIN6 maadoitettu Spur-vaihde
-

Tukkumyynti planeettavaihteistosarja planeettavähentäjälle
-

Planeettavaihteiston aurinkopyörät akselivaihteistoon
-

DIN6 Suuri hionta Sisäinen hammaspyörän teollisuus...
-

Powder Metallurgy sylinterimäinen Automotive hammaspyörä
-

Ratio Ground hammaspyörät, joita käytetään lieriömäiseen uudelleen...